
Good quality Pelletization Machine - PLA PBAT biodegradable compounding machine – JWELL
Good quality Pelletization Machine - PLA PBAT biodegradable compounding machine – JWELL Detail:
Product Description
FAQ
Our Certificates
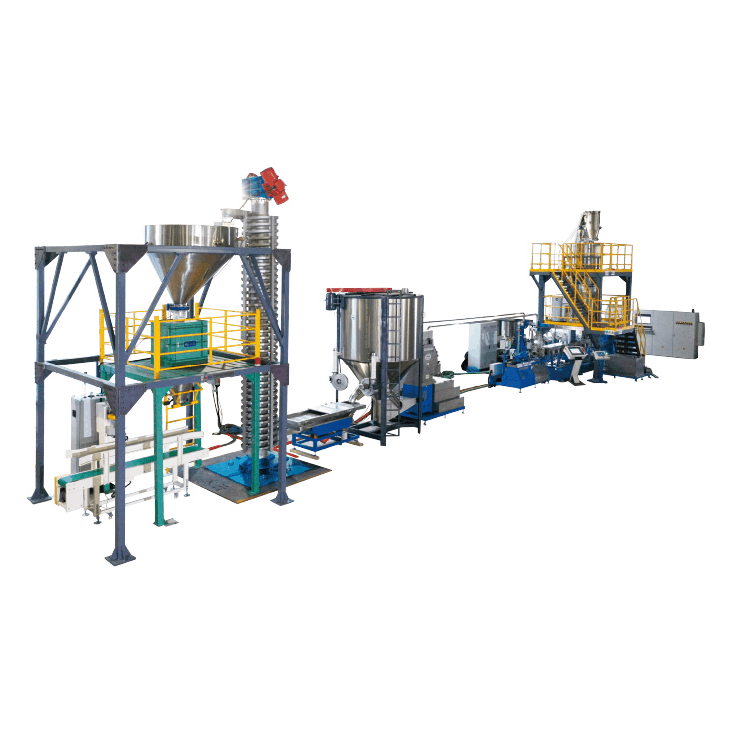
PLA PBAT degradable plastic granulator
The production process of Jwell Machinery Manufacturing Co., Ltd. combined with the characteristics of PBAT, and successfully developed a direct continuous esterification production process.
Its operating characteristics are as follows:
1. In order to reduce the occurrence of side reactions of BDO, reduce the generation of THF, and reduce the consumption of raw materials, the entire esterification reaction is under vacuum conditions. It can lower the esterification reaction temperature and reduce energy consumption at the same time.
2. Due to the low activity of the raw materials, high-performance catalysts are used; the PBAT degradable plastic granulator has the characteristics of easy hydrolysis and deactivation of the catalyst. The traditional method of adding the catalyst above the liquid level is changed to below the liquid level. Join to solve the above problems.
3. During the polycondensation process, the oligomers produced are easily carried into the spray system along with the vacuum gas phase pipeline, causing system blockage. To this end, a cyclone separation and collection system are installed on the gas phase pipeline, and the generated oligomers are collected and captured by a cyclone separator, and the tail gas enters the BDO spray circulation system.
4. During the esterification reaction process, although the degree of side reactions can be reduced, they cannot be avoided.
The main components of the esterification wastewater are THF and water. Because THF is of low toxicity, PBAT degrades plastic granulators but its high concentration is easy to cause harm to the human body. If it is directly discharged into sewage treatment, it will harm the bacteria in the sewage treatment system. For this purpose, a THF recovery device PBAT degradable plastic granulator Jwell Machinery Co., Ltd. is set up.
The PBAT degradable plastic granulator separates THF and water. After the recovery device is processed, the mass fraction of THF can reach more than 99.95%. The mass fraction of THF in the wastewater is controlled at about 0.05%; at the same time, this part of the wastewater is sent to the wastewater stripping tower for steam stripping, and the THF and other organic substances are extracted. The heat resistance is good, and the heat distortion temperature is close to 100℃.
After modification, the use temperature can exceed 100℃, and it can be used to prepare hot and cold beverage packaging and lunch boxes. It overcomes the shortcomings of the low heat resistance temperature of other biodegradable plastics.
The PBAT degradable plastic granulator has very good processing performance and can be processed in existing plastics. Various types of molding processing are performed on general-purpose equipment, which has the best processing performance of degradable plastics. At the same time, a large amount of calcium carbonate, starch, and other fillers can be blended to obtain low-priced products; polyethylene bags will produce a large number of oxygenated compounds after degradation.
Specifically speaking, after degradation, the large molecules of the plastic become many small molecules of ketones, aldehydes, acids, esters, etc. The Chinese Academy of Agricultural Sciences used a 1600x microscope to observe the degraded debris-it can be clearly seen that a large number of fungi, bacteria, and mycelium are attached to the surface of the degraded debris. This shows that in the later stage of degradation-biodegradation can completely make it harmless-assimilated with the soil and absorbed by the environment.





The technical field relates to a fully biodegradable PLA/PBAT composite material and a preparation method thereof.
PLA PBAT biodegradable compounding machine Main technical parameters
| Model | Diameter | L/D | Rotating speed(r/min) | Power(N.m) | Capacity | Weight(kg) |
| 65 | 62.4 | 36-40 | 500 | 716 | 180-250 | 4000 |
| 75 | 71 | 36-40 | 600 | 716 | 200-300 | 4000 |
| 85 | 83 | 36-40 | 600 | 875 | 400-550 | 4000 |
| 95 | 91 | 32-56 | 500 | 1050 | 500-650 | 4000 |
| 135 | 133 | 36-40 | 600 | 1050 | 1550 | 4000 |
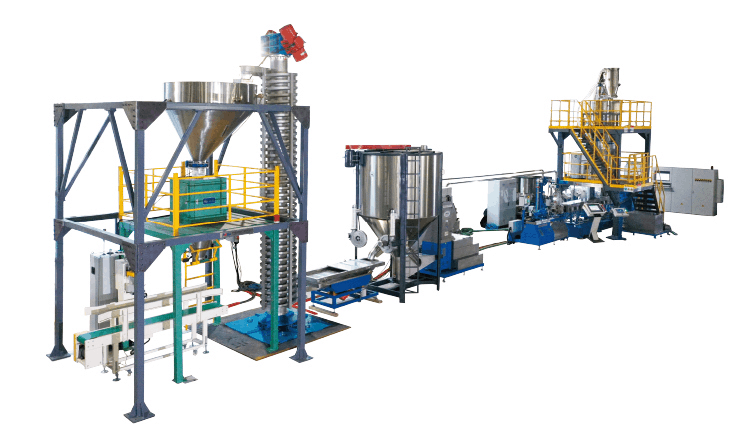
PLA PBAT biodegradable compounding machine
PLA PBAT biodegradable compounding machine Background technique
The use of plastic film has penetrated into all areas of people’s lives and is widely used in food packaging, electronic and electrical product packaging, shopping bags, garbage bags, etc.
The raw materials of traditional plastic film materials such as polypropylene (PP) film and polyethylene (PE) film are petroleum, which is difficult to degrade after being discarded in nature, causing great harm to the environment. With the increasing depletion of petroleum resources and people’s increasing awareness of environmental protection, the development of fully degradable environmentally friendly polymer materials for application in the field of thin-film materials has become the mainstream of future development.
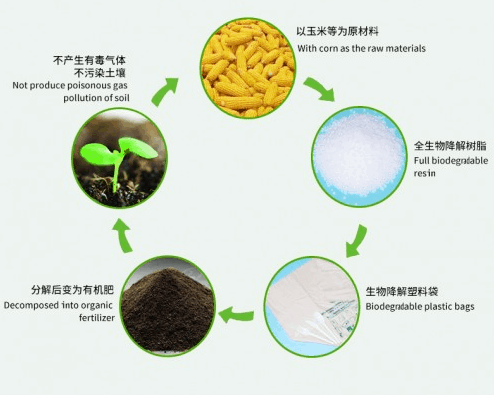
Polylactic acid (PLA) is an aliphatic polyester obtained by converting starch extracted from renewable plant resources such as corn and potato into glucose, which is fermented into lactic acid and further polymerized. The glass transition temperature Tg of PLA is about 55°C, and the melting point Tm is about 180°C. PLA has good biocompatibility and high strength and can be completely biodegraded. The final product after degradation is water and carbon dioxide. Therefore, it is non-toxic. Will not cause environmental pollution. Although PLA has excellent comprehensive properties and high strength, its toughness is poor. The elongation at break of pure PLA is about 4%.
Poly(butylene terephthalate-co-butylene adipate) ester (PBAT) is an aliphatic-aromatic copolyester. This copolyester has good biodegradability. The final product of degradation is water and carbon dioxide. It is an environmentally friendly polymer material. At the same time, it also has good ductility and toughness, as well as good heat resistance. And impact performance. Therefore, by blending polylactic acid and poly(butylene terephthalate-co-butylene adipate) ester, using the performance advantages of the two to complement each other, adjusting the blending ratio of the two, not only can obtain higher strength It can also improve the flexibility of the blend. The film prepared by the blend can achieve full biodegradation and is an environmentally friendly material.
However, compared with traditional polypropylene, polyethylene, and other materials that can be used to prepare films, the cost of preparation of polylactic acid and poly(butylene terephthalate-co-butylene adipate) is higher, especially It’s the latter. This will make the fully biodegradable film prepared by the blend of PLA and PBAT at a price disadvantage compared with the traditional plastic film, which is not conducive to its promotion and application. Starch is widely found in plants in nature, rich in resources, low in price, and biodegradable. Therefore, by adding starch to the blend of PLA and PBAT, the prepared composition can not only achieve full biodegradation but also can reduce the preparation cost of the composition and increase its market competitiveness.
After searching the prior art, it is found that the patent CN102257068 discloses a biodegradable packaging film; blending polylactic acid, starch, and aliphatic-aromatic copolyester, and realizing the blend by adjusting their blending ratio The balance of mechanical properties. Since polylactic acid, starch, and aliphatic-aromatic copolyester have poor compatibility with each other, it is difficult to obtain a composition with better mechanical properties by simple blending.
The literature (CarbohydratePolymers[J], 2009, 77: 576–582) reported the use of maleic anhydride in the double bond polymerization to connect a section of polymer with good compatibility with polyester as a compatibilizer to compatibilized polylactic acid and starch. And aliphatic-aromatic ternary blend; however, the disadvantage of using this compatibilizer is that it is not biodegradable, which destroys the full biodegradability of the blend. Although using isocyanate chain extenders as compatibilizers can also improve the compatibility of the three, on the one hand, isocyanate chain extenders are more toxic, and on the other hand, most of them are liquid, which is inconvenient to add and use.
PLA PBAT biodegradable compounding machine technical solutions
A PLA/PBAT composite material made of components including the following parts by weight:
● 10-90 parts of polylactic acid
● poly(butylene terephthalate-co- 10-90 parts of butanediol adipate
● 10-80 parts of thermoplastic starch
● 0.01-1.5 parts of compatibilizer A
● 0.1-10 parts of compatibilizer B
●1 -40 parts of filler
The polylactic acid has a weight average molecular weight of 40,000 to 300,000, which is mainly obtained by polymerization of L-lactic acid, and the system also contains <5% by weight of D-lactic acid.
The poly(butylene terephthalate-co-butylene adipate) ester (PBAT) has a weight average molecular weight of 20,000 to 130,000 and is based on terephthalic acid or dimethyl terephthalate, butylene Alcohol and adipic acid are polymerized as raw materials.
The thermoplastic starch is one or more of thermoplastic potato starch, thermoplastic corn starch, thermoplastic tapioca starch, and thermoplastic wheat starch. The compatibilizer A is dicumyl peroxide (DCP).
The compatibilizer B is one or more of maleic anhydride, pyromellitic anhydride, or citric acid. The filler is one or more of calcium carbonate, kaolin, silica, mica, montmorillonite, clay, barium carbonate, or talc.
A method for preparing the above-mentioned fully biodegradable PLA/PBAT composite material includes the following steps:
1. Combining polylactic acid, poly(butylene terephthalate-co-butylene adipate) ester, thermoplastic starch, and The filler is dried;
2. Weigh the following components by weight according to the above ratio: 10-90 parts of polylactic acid, poly(butylene terephthalate-co-butylene adipate) 10-90 parts, thermoplastic starch 10-80 parts, compatibilizer A 0.01-1.5 parts, compatibilizer B 0.1-10 parts, filler 1-40 parts; mix the above raw materials uniformly;
3. Step ( 2) The uniformly mixed raw materials are added to the twin-screw extruder to melt and blend, extrude, stretch, and pelletize.
In step (1), polylactic acid and poly(butylene terephthalate-co-co- The drying temperature of butanediol adipate and thermoplastic starch is 60-80℃, and the drying time is 6-24h; the drying temperature of filler is 100-120℃, and the time is 5-10h; the drying equipment is a vacuum oven or drum Wind oven.
In step (3), the twin-screw extruder is a co-rotating or out-of-phase twin-screw extruder, the extrusion temperature is 110-180°C, the screw speed is 60-600 rpm, and the screw length-to-diameter ratio L/D is 40- 50:1. The technical solution of the PLA PBAT biodegradable compounding machine can not only improve the interface compatibility between the components of the composition, but also has convenient processing and operation, which can greatly reduce the preparation cost of the composition, and the obtained composition has better mechanical properties and flexibility. It can be used to prepare packaging materials and disposable tableware.
The PLA PBAT biodegradable compounding machine has the following beneficial effects
The fully biodegradable composite material provided by the PLA PBAT biodegradable compounding machine not only enables the thermoplastic starch to have good dispersibility in the two polymer matrices of PLA and PBAT but also enables the two polymer matrices to have good dispersibility. It has good interface compatibility; at the same time, the processing operation is simple, the product manufacturing cost is low, the obtained composition has good mechanical properties and flexibility, is completely biodegradable, and can be widely used in packaging materials and disposable tableware, etc.
A detailed description of PLA PBAT biodegradable compounding machine
The PLA PBAT biodegradable compounding machine will be further described below in conjunction with embodiments.
The main components of the PLA polymerization raw materials selected in the examples are all L-lactic acid, and they also contain <5% by weight of D-lactic acid.
Mechanical performance test:
The tensile performance test standard is ASTM D638, and the tensile speed is 50mm/min.
Example 1
1. PLA (weight average molecular weight of 200,000), PBAT (weight average molecular weight of 125,000), and thermoplastic corn starch were dried in a blast oven at 80°C for 10 hours, and talc (1250 mesh) was blown at 105°C. Drying in an oven for 8 hours;
2. Then take 90 parts of PLA, 10 parts of PBAT, 10 parts of thermoplastic corn starch, 0.01 parts of compatibilizer A di cumyl peroxide, 0.1 parts of compatibilizer B maleic anhydride, 2 parts Talcum powder is mixed in a high-mixer at room temperature for 5 minutes;
3. The obtained mixture is added to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine is 150°C in the first zone, 160°C in the second zone, and 160°C in the third zone. ,170℃ in four zones, 170℃ in five zones, 175℃ in six zones, 180℃ in seven zones, 180℃ in eight zones, 180℃ in nine zones, 175℃ in ten zones, and 175℃ for machine head; screw speed is 200rpm, L/D ratio L /D=44/1.
Example 2
1. PLA (weight average molecular weight of 300,000), PBAT (weight average molecular weight of 28,000), and thermoplastic tapioca starch were dried in a 60°C blast oven for 24 hours, and calcium carbonate (1250 mesh) was blown at 110°C. Drying in an oven for 6 hours;
2. Then take 60 parts PLA, 40 parts PBAT, 40 parts thermoplastic tapioca starch, 0.5 parts compatibilizer A di cumyl peroxide, 2 parts compatibilizer B pyromellitic anhydride, 20 parts of calcium carbonate were mixed in a high-mixer at room temperature for 5 minutes;
3. The obtained mixture was added to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine was 150°C in the first zone, 160°C in the second zone, and 160°C in the third zone. 160℃, four-zone 170℃, five-zone 170℃, six-zone 175℃, seven-zone 180℃, eight-zone 180℃, nine-zone 180℃, ten-zone 175℃, head 175℃; screw speed is 200rpm, long diameter Ratio L/D=44/1.
Example 3
1. PLA (weight average molecular weight 100,000), PBAT (weight average molecular weight 100,000), and thermoplastic wheat starch were dried in a blast oven at 60°C for 24 hours, and kaolin (1250 mesh) was dried in a blast oven at 110°C Medium-drying treatment for 10h;
2. Then take 10 parts of PLA, 90 parts of PBAT, 40 parts of thermoplastic wheat starch, 1.4 parts of compatibilizer A di cumyl peroxide, 10 parts of compatibilizer B citric acid, and 40 parts of kaolin. Mix for 5 minutes at room temperature in a high-mixer;
3. Add the obtained mixture to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine is 150°C in the first zone, 160°C in the second zone, 160°C in the third zone, and four-zone 170℃, five-zone 170℃, six-zone 175℃, seven-zone 180℃, eight-zone 180℃, nine-zone 180℃, ten-zone 175℃, head 175℃; screw speed is 200rpm, length to diameter ratio L/D= 44/1.
Example 4
1. PLA (weight average molecular weight 200,000), PBAT (weight average molecular weight 125,000), and thermoplastic potato starch were dried in a blast oven at 80°C for 10 hours, and silica (1250 mesh) was drummed at 110°C. Drying in an air oven for 8 hours;
2. Then take 20 parts of PLA, 80 parts of PBAT, 70 parts of thermoplastic potato starch, 1 part of compatibilizer A di cumyl peroxide, 8 parts of compatibilizer B maleic anhydride, 10 parts Part of silica was mixed in a high-mixer at room temperature for 5 minutes;
3. The obtained mixture was added to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine was 150°C in the first zone, 160°C in the second zone, and 160°C in the third zone. 160℃, four-zone 170℃, five-zone 170℃, six-zone 175℃, seven-zone 180℃, eight-zone 180℃, nine-zone 180℃, ten-zone 175℃, head 175℃; screw speed is 200rpm, long diameter Ratio L/D=44/1.
Comparative Example 1
1. PLA (weight average molecular weight 200,000), PBAT (weight average molecular weight 125,000), and thermoplastic corn starch were dried for 10 hours in a blast oven at 80°C, and talc powder (1250 mesh) was blown at 105°C. Drying in an oven for 8 hours;
2. Then take 90 parts of PLA, 10 parts of PBAT, 10 parts of thermoplastic corn starch, and 2 parts of talcum powder in a high-mixer and mix at room temperature for 5 minutes;
3. Add the obtained mixture to the twin-screw machine Mid-extrusion granulation.
The temperature of each zone of the twin-screw machine is 150°C in the first zone, 160°C in the second zone, 160°C in the third zone, 170°C in the fourth zone, 170°C in the fifth zone, 175°C in the sixth zone, 180°C in the seventh zone, and 180°C in the eight zones 180℃, nine zones 180℃, ten zones 175℃, machine head 175℃; screw speed is 200rpm, length to diameter ratio L/D=44/1.
Example 5
1. PLA (weight average molecular weight 40,000), PBAT (weight average molecular weight 20,000), and thermoplastic potato starch were dried in a 70°C blast oven for 6 hours, and montmorillonite (1250 mesh) was drummed at 120°C. Drying in an air oven for 5h;
2. Then take 50 parts of PLA, 50 parts of PBAT, 30 parts of thermoplastic potato starch, 0.01 parts of compatibilizer A di cumyl peroxide, 5 parts of compatibilizer B citric acid, 1 part The montmorillonite is mixed in a high-mixer at room temperature for 5 minutes;
3. The obtained mixture is added to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine is 150°C in the first zone, 160°C in the second zone, and 160°C in the third zone. ℃, four zones 170℃, five zones 170℃, six zones 175℃, seven zones 180℃, eight zones 180℃, nine zones 180℃, ten zones 175℃, head 175℃; screw speed is 200rpm, length-diameter ratio L/D=40/1.
Example 6
1. PLA (weight-average molecular weight of 150,000), PBAT (weight-average molecular weight of 130,000), and thermoplastic corn starch were dried in a 60°C blast oven for 18 hours, and barium carbonate (1250 mesh) was blown at 110°C. Dry in an oven for 7 hours;
2. Then take 40 parts PLA, 60 parts PBAT, 50 parts thermoplastic potato starch, 0.8 parts compatibilizer A di cumyl peroxide, 6 parts compatibilizer B citric acid, 20 parts carbonic acid Barium is mixed in a high-mixer at room temperature for 5 minutes;
3. The obtained mixture is added to a twin-screw machine for extruding and granulation.
The temperature of each zone of the twin-screw machine is 150°C in the first zone, 160°C in the second zone, 160°C in the third zone, Four-zone 170℃, five-zone 170℃, six-zone 175℃, seven-zone 180℃, eight-zone 180℃, nine-zone 180℃, ten-zone 175℃, head 175℃; screw speed is 200rpm, length-to-diameter ratio L/ D=50/1. The above description of the embodiment is for the convenience of this
PLA PBAT Biodegradable Compounding Machine Technical Field
Fully biodegradable packaging bag
After the product is used, it can be completely biodegradable by burying it in the ground for 180 days.
● Zero burdens on the environment. Using fully biodegradable materials, after being buried in the ground for 180 days, it can be completely biodegraded into water and carbon dioxide. The composted soil is rich in nutrients.
● Zero worries about health. This product has a fragrant smell and does not contain harmful ingredients to the human body and the environment.
● Stretching force. Whether the bag is stretched vertically or horizontally, it is very strong, and the stretching force and load-bearing capacity are twice that of the traditional new bag.
● Thick feel. The raw material of this product is bio-based, which reduces the dependence on petroleum resources, and feels thick and strong.
Polylactic acid can be made into various bags, such as degradable garbage bags, degradable daily necessities bags, degradable shopping bags, degradable packaging bags, degradable express bags, etc.



What are degradable packaging bags and fully degradable packaging bags?
Degradable packaging bags mean that they can be degraded, but degradation can be divided into “degradable” and “fully degradable”.
Partial degradation refers to plastics that are added with a certain amount of additives (such as starch, modified starch or other cellulose, photosensitizers, degradants, etc.) during the production process to reduce their stability and are easier to degrade in the natural environment.
Total degradation means that all plastic products degrade into water and carbon dioxide. The main raw material of this fully degradable material is processed (corn, cassava, etc.) into lactic acid, which is PLA.
FAQ
Trade Capacity
● International Commercial Terms(Incoterms): FOB, CFR, CIF, EXW.
● Terms of Payment: LC, T/T.
● Average Lead Time: Peak season lead time: 3-6 months, Off season lead time: 1-3 months.
● Number of Foreign Trading Staff:>50 People.
Is Jwell Machinery a Manufacturer?
Yes, We own 5 manufacturing bases and sales center in Shanghai, Suzhou, Changzhou, Zhou Shan, Dongguan China.
Jwell made the first Chinese screw and barrel in 1978 in brand name Jinhailuo. After more than 40 years development.
JWELL is one of the biggest extrusion machine supplier in China with 300design&test engineer, 3000 employees.
Jwell has become the premier supplier of extrusion lines and reliable business partners. Welcome to drop in us.
How do you ensure your machinery and service quality?
Our machines taking the European standards and follow the Germany type of business, we cooperation with International famous brands Siemens Schneider Flender Omron ABB WEG Falk Fuji etc. Our company continuously imports over 1000 international first-class high precision processing equipment such as multistage machining centers, CNC lathes and CNC milling machines from Korea, Japan etc. All our processes strictly adhere to CE certification, IS09001 and 2008 quality management system. And we have 12 months quality warranty time. We testing the machine performances before each delivery. Jwell service engineers will always be here for anything you needed.
How long is the delivery date?
Usually it takes about 1 – 4 months depends on different machinery upon receipt of order advance payment.
How can I order and make payments?
Once clear your requirements and determined extrusion line is ideal for you. We will send technical solutions and Proforma Invoice to you. You can pay via TT bank transfer, LC as you like.
What is your Minimum Order Quantity?
One. We provide both customized extrusion lines and technical solutions. Welcome contact with us for technical innovation or improvements for your future purchasing plan.
What is your production capacity?
We produce more than 2000 advanced extrusion lines every year world wide.
What about shipping?
We can send the small spare parts by air express for urgent matter. And the complete production line by sea to save the cost. You can either use your own assigned shipping agent or our cooperative forwarder. The nearest port is China Shanghai, Ningbo port, which is convenient for maritime transportation..
Is there any pre-after sale service?
Yes, we support our business partners by pre-after sale service. Jwell has more than 300 technical testing engineers traveling world wide. Any cases would be responded with prompt solutions. We provide training, testing, operation and maintenance service for a life time.
Certificates

Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23
Certified By: SGS
Extrusion Down Stream Equipment
2015-07-23 ~ 2020-07-23



Certified By: Other
Design, Development, Manufacture And Sales Of Intellectual Property Rights Management For Plastic Machine
2016-06-14 ~ 2019-06-13
Certified By: Other
Design, Development, Manufacture And Sales Of Plastic Pipe And Sheet Extrusion Production Line
2018-11-20 ~ 2021-11-19
Certified By: Quality Austria Training, Certification and Evaluation Ltd.
Plastic Extrusion Line
2010-01-29 ~
Product detail pictures:
Related Product Guide:
Our products are widely recognized and trusted by users and can meet continuously changing economic and social needs for Good quality Pelletization Machine - PLA PBAT biodegradable compounding machine – JWELL , The product will supply to all over the world, such as: Malaysia, Swiss, Slovakia, Our company regards "reasonable prices, high quality,efficient production time and good after-sales service" as our tenet. We hope to cooperate with more customers for mutual development and benefits in future. Welcome to contact us.
This manufacturer can keep improving and perfecting products and service, it is in line with the rules of market competition, a competitive company.
Products categories
-
One of Hottest for PVC Pipe Machine For Sale -...
-

High Performance Plastic Extrusion Machine Manu...
-

PriceList for SPC Flooring Line - PVC homoegen...
-

100% Original PLA Sheet Extrusion - PC hollow ...
-

factory customized Extrusion Troubleshooting &#...
-

Low price for PVC Profile Extrusion Line - Woo...





